
Şişe besleyicilerin kullanımı hakkında pratik tavsiyeler
Bu yazıda, dökümcüler tarafından sıklıkla kullanılan şişe besleyiciler hakkında bazı pratik tavsiyelere yer vereceğiz. Normalde, bir besleyicinin çalışabilmesi için dökümden sonra besleyicide hızlıca bir çekinti çökmesi oluşması gerektiğini biliyoruz. Eğer besleyicinin üst kısmı havaya açık değilse, sıvıyı itecek atmosfer basıncı devreye giremeyeceği için besleyici çalışamıyor. Kullanılan standart besleyici tiplerinde, biçimsel özellikler nasıl olursa olsun, herhalde bu tür sorunlarla zaman zaman tüm dökümcüler karşılaşmıştır. Tabii bir besleyicinin çalışması sadece bu tür tasarımsal faktörlerle ilgili de değil. Döküm sıcaklığı da bu noktada dikkate alınması gereken bir diğer parametre: Bu besleyiciler döküm sıcaklığı yüksek olduğunda iyi çalışsalar da, döküm sıcaklığı düşük olduğunda çalışmayabiliyorlar.
Bu standart besleyicilerin küresel grafitli (sfero) dökme demirdeki kullanımına dair, bazı farklı problemler de ortaya çıkabiliyor. Küresel grafitli dökme demiri magnezyumla işlemden geçirdiğimiz için, sıvıda kalan magnezyum döküm sonrasında havaya açık kısımlarda hızlı bir oksit tabakasının oluşmasına yol açabiliyor. Eğer bu tabakanın varlığı nedeniyle besleyici yüzeyinin havayla teması kesilirse, besleyicinin yine çalışmadığına tanık olabiliyoruz.
Şişe besleyiciler
Şişe besleyici adını verdiğimiz ve konik yapıya sahip besleyiciler, sahip oldukları geometrik özellikler nedeniyle bu noktada bir çözüm sunabiliyorlar. Kör (kapalı) besleyici olarak kullanılan şişe besleyicilerin üst kısımlarının oldukça dar bir yüzey alanına sahip olması, bu besleyicilerin dökümden hemen sonra hızlı bir şekilde çöküp çalışmalarını sağlıyor.
Şişe besleyicilerden verim almak için, parçanın besleme ihtiyacını dikkate alarak doğru bir ölçümlendirme yapmak gerekiyor. Bu noktaya dikkat etmeden, rastgele seçilen şişe besleyiciler parçayı besleme konusunda yetersiz kalabiliyor. Bu ölçülerin nasıl belirlendiğine geçmeden önce, ilk olarak aşağıdaki resim üzerinde bir şişe besleyicinin geometrik özelliklerini incelememizde fayda olabilir.
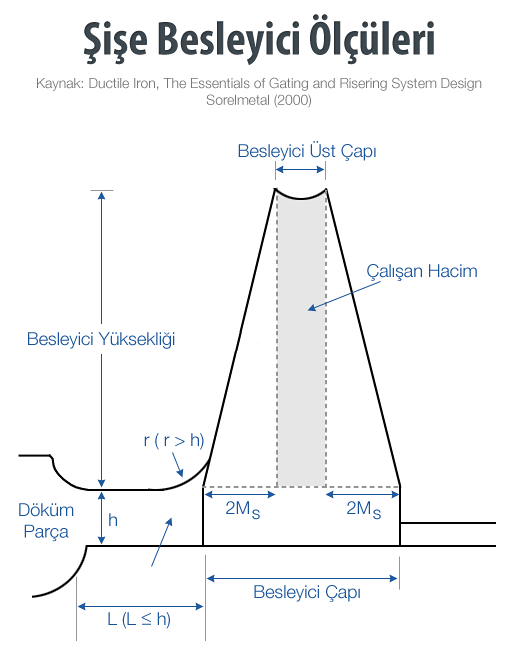
Şişe besleyicinin boyutlarını hesaplarken, yukarıdaki resimde gösterilen çalışan hacmi, döküm parçanın ağırılığını ve modülünü (Ms) dikkate almamız gerekiyor. Yukarıdaki resimde de görebilirsiniz: Şişe besleyicinin üst çapından farklı olarak, alt çapını belirlerken, parça modülünün 4 katı kadar bir uzunluğu üst çapa ekliyoruz. Yani, besleyicinin (alt) çapı = üst çap + 4Ms eşitliğini dikkate alıyoruz. Sadece bu noktaya baktığımızda bile, parça modülünün besleyici ölçülerinin belirlenmesinde ne kadar önemli olduğunu ve standart bir şişe besleyici ölçüsünün tüm parçalarda kullanılmasının neden başarı sağlamayacağını anlayabiliyoruz.
Şişe besleyicilerin ölçülerini belirlerken, basit bir yaklaşım uygulamak adına, dökülen parçanın ağırlığının %4’ü kadar bir besleme ihtiyacı olacağını kabul ediyoruz. Yani döktüğünüz parça diyelim ki 60 kg ağırlığındaysa, bu parçanın 60 x 0,04 = 2,4 kg sıvı metal ile beslenmesi gerektiği varsayıyoruz. Bunu anladıktan sonra, besleyicinin çalışan hacmi içinde bu miktarı karşılayacak oranda sıvı olması için, besleyici ölçülerinin ne civarda olması gerektiğini kolayca hesaplayabiliyoruz.
Bu noktada dikkat etmemiz gereken bir nokta daha var: Biz besleyicinin ölçülerini hesaplamak istiyoruz. Fakat elimizde, besleyicinin çalışan hacmi içinde olması gereken sıvının ağırlığı var. Bu ağırlık verisini, hacim ölçülerine çevirmek için, sıvı dökme demirin yoğunluğunu dikkate almamız gerekiyor. Bu noktada gelin biz işi biraz daha basitleştirelim: Bu hesapların zaten yapılmış olduğu bir tabloya bakalım.
|
8:1 |
6:1 | 5:1 | |||
|
Üst Çap (mm) |
Sıvı ağırlığı (g) | Üst Çap (mm) | Sıvı ağırlığı (g) | Üst Çap (mm) | Sıvı ağırlığı (g) |
|
10 |
44 | 10 | 32 | 10 | 28 |
|
20 |
352 | 20 | 264 | 20 |
219 |
| 30 | 1186 | 30 | 890 | 30 |
741 |
| 40 | 2813 | 40 | 2110 | 40 |
1758 |
| 50 | 5495 | 50 | 4121 | 50 |
3434 |
Bir örnekle bu tabloyu nasıl kullanabileceğimizi açıklayalım: Örneğin 43 kg ağırlığında bir parça döktüğümüzü düşünelim. Bu parçanın besleme ihtiyacı ağırlığının %4’ü kadar olacağına göre, 43 x 0,04 = 1,72 kg (1720 g) sıvı metale ihtiyaç duyacağımızı anlıyoruz. Yukarıdaki tabloda bu değere en yakın olan değer, dikkat ederseniz 5:1 oranı altında 40 mm yükseklik için verilmiş (1758 g). Bu özelliklere sahip bir besleyici, bizim ihtiyacımızı karşılayacak gibi görünüyor.
O zaman besleyicinin ölçülerini belirleyebiliriz: Üst çap 40 mm olduğuna göre ve biz 5:1 oranına göre hesap yaptığımıza göre, besleyici yüksekliğinin 40 x 5 = 200 mm olması gerekiyor. Bir de alt çapı hesaplamamız lazım. Fakat bunun için parça modülünü bilmemiz gerekiyor. Bu noktada parça modülünün Ms = 20 mm olduğunu varsayalım. Yukarıda, besleyicinin alt çapını bulmak için “üst çap + 4Ms“eşitliğini kullanabileceğimizi belirtmiştik. Bu eşitliğe göre, alt çapın 40 mm + 4(20 mm) = 120 mm olması gerektiğini bulabiliyoruz. Yani sonuç olarak bu parçayı besleyebilecek şişe besleyicinin 120 mm alt çapa, 40 mm üst çapa ve 200 mm yüksekliğe sahip olması gerektiğini bulmuş oluyoruz.
Bu besleyicinin başarılı bir şekilde çalışabilmesi için sadece bu ölçülerin doğru bir şekilde hesaplanmış olması yetmiyor: Yukarıdaki resim üzerinde görebileceğiniz üzere, parçaya yaptığınız girişin ölçüleri de (h, r ve L) son derece önemli. Tüm bu ölçüleri dikkate alacak şekilde şişe besleyicileri ölçülerini belirlediğiniz zaman, bu besleyicilerden daha yüksek bir verim alabileceğinizi söyleyebiliriz.
Kaynaklar ve ek bilgiler
- Ductile Iron: The essentials of gating and risering system design. Sorelmetal (2000).
İçerik hazırlığında kullanılan tüm kaynakların listesi için bu bağlantıyı takip edebilirsiniz.
Yazan: Dr. Arda Çetin. (Dökümhane Akademi ekibi hakkında ayrıntılı bilgi için bu bağlantıyı takip edebilirsiniz.)