
Östemperlenmiş küresel grafitli dökme demir (ADI)
Dökümhane Akademi’de yayımlanan çeşitli yazılarda, genellikle ürettiğimiz parçaların istenen özellikleri sergileyebilmesi için uygulanması gereken işlemlerden bahsediyoruz. Durum böyle olunca, ister istemez dikkatimizi döküm öncesi hazırlığa ve döküm sürecinin kendisine vermek durumunda kalıyoruz. Fakat bazı durumlarda, malzemelerin istenen özellikleri sergileyebilmesi için sadece döküm sürecine odaklanmak yeterli olmuyor: Dökülmüş bir parçaya ısıl işlem uygulayarak mekanik özelliklerini daha da iyileştirebilme fırsatı bulabiliyoruz. Bu yazıda işte böyle bir malzeme üzerinde duracağız: Östemperlenmiş küresel grafitli dökme demir (İngilizce: austempered ductile iron, ADI).
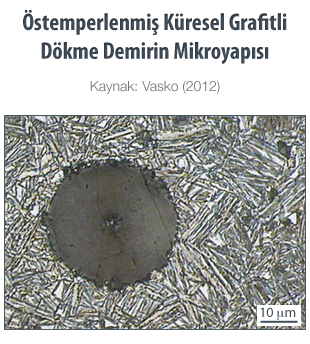
Östemperleme (İngilizce: austempering), çelik ve dökme demir gibi demir bazlı malzemelere uygulanan bir ısıl işleme verilen isim. İlk olarak 1930’lu yıllarda çeliklerin mekanik özelliklerini iyileştirmek için geliştirilen bu işlem, 1940’lı yıllardan sonra dökme demirlere de uygulanmaya başlansa da, yaygınlaşması 1970’li yılları buluyor [1]. Çeliklere uygulandığı zaman beynitik bir mikroyapı ortaya çıkmasını sağlayan bu ısıl işlem, dökme demirlere uygulandığında ferrit ve östenit fazlarından oluşan, kendine özgü bir yapının oluşmasına yol açıyor. Östenit ve ferrit fazlarının karışımından oluşan bu yapıya ösferrit (İngilizce: ausferrite) adını veriyoruz.
Neden ADI?
Teknik literatürde, bu malzemenin genellikle çelik döküm parçalara bir alternatif olarak sunulduğunu vurgulamamız lazım. Döküm süreci açısından baktığımız zaman, küresel grafitli dökme demir üreten bir dökümhanenin rahatlıkla dökebileceği bu malzeme, ısıl işlem sonrasında kazandığı özellikler sayesinde birçok açıdan çelik döküm parçaların önüne geçebiliyor: Daha iyi aşınma direnci, daha düşük maliyet ve daha iyi bir dökülebilirlik gibi [2].
ADI işlemi
Yukarıda da belirttiğimiz gibi, bu yapının elde edilebilmesi için östemperleme adı verilen bir ısıl işlemin uygulanması gerekiyor. Çelik parçalara daha yaygın olarak uygulanan bir işlem olması nedeniyle, bir literatür araştırması yaptığınız zaman dökme demirden ziyade çeliklere uygulanan östemperleme işlemi hakkında bilgi buluyor olabilirsiniz. Aslında dökme demirlere ve çeliklere uygulanan östemperleme işlemleri oldukça benzer özellikler taşıyor. Fakat, daha önce de söylediğimiz gibi, ortaya çıkan sonuç farklılık gösteriyor: Çeliklerde beynitik yapı oluşurken, dökme demirlerde ösferrit adını verdiğimiz matris yapısı elde ediyoruz.
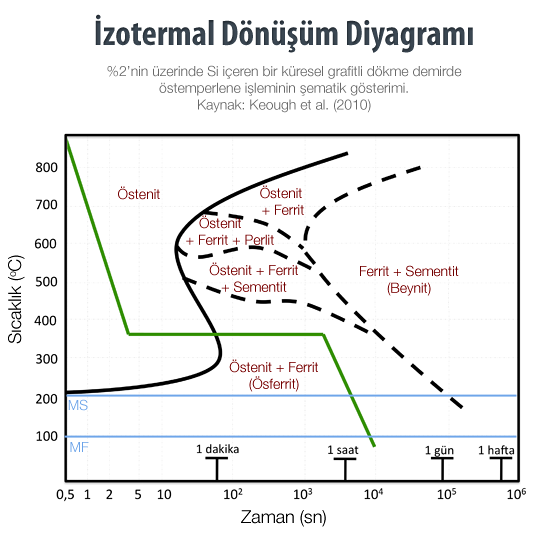
Aşağıdaki diyagram üzerinde, %2’nin üzerinde silisyum içeren bir küresel grafitli dökme demire uygulanabilecek östemperleme ısıl işlemi gösteriliyor. Östemperleme işlemini adım adım şu şekilde tarif edebiliriz:
- İlk olarak malzemenin matris yapısını östenite dönüştürmek için parçayı ısıtıyoruz.
- Parçanın yapısı homojen bir şekilde östenite dönüştükten sonra, hızlı bir şekilde soğutarak perlit ve diğer fazların oluşmasını engelliyoruz. Aşağıdaki diyagramda da görebileceğiniz üzere, sıcaklığın bu işlem sırasında martensitin oluşum sıcaklığının (MS) altına düşmemesi gerekiyor. Parçanın soğutulduğu bu sıcaklığa östemperleme sıcaklığı adını veriyoruz. Dikkat ederseniz, aşağıdaki diyagramda bu sıcaklık yaklaşık 350°C’ye denk geliyor.
- İstenen yapıyı elde edene kadar, parçayı bu östemperleme sıcaklığında tutuyoruz. Dökme demirlerde amacımız ösferrit yapısını elde etmek olduğu için, aşağıdaki diyagram üzerinde gösterildiği üzere bu yapının oluştuğu yerden sonra parçayı tekrar soğutuyoruz.
Östemperlenecek dökme demir nasıl olmalı?
Östemperleme işleminin dökme demirin özelliklerini iyileştirebilmesi için, her şeyden önce kaliteli bir dökme demir üretildiğinden emin olmamız lazım. O zaman bu noktada şu soruyu sormamız gerekiyor: Östemperlenmiş küresel grafitli dökme demir için minimum kalite seviyesini nasıl tanımlayabiliriz? Keough’un 2010 senesinde yayımladığı makalede [1] bu özellikler şu şekilde tanımlanıyor:
- Küre sayısının 100 küre/mm2 üzerinde olması gerekiyor. Küre sayısının yüksek olması zararlı elementlerin belli konumlarda birikmelerini engellerken, aynı zamanda mikro-gözenek gibi hataların oluşma eğilimini de azaltıyor.
- Küresellik derecesinin en az %85 seviyesinde olması gerekiyor.
- Yapıda bulunan mikro-gözenek, karbür ve inklüzyon gibi istenmeyen hataların en fazla %1,5’lik bir oranda olması gerekiyor.
- Dökülen parçanın homojen bir kimyasal kompozisyona sahip olması gerekiyor.
 Her ne kadar parçanın homojen bir kimyasal kompozisyona sahip olması gerekiyor desek de, dikkat ederseniz kimyasal kompozisyona dair herhangi bir kısıtlamadan bahsedildiğini görmüyoruz. İstenen mekanik özellikleri elde edebildiğimiz sürece, dökümhanelerin kendi üretim alışkanlıkları doğrultusunda farklı yaklaşımlar geliştirmeleri mümkün. Fakat yine de kompozisyona dair bazı noktaları açıklığa kavuşturmamızda fayda olabilir:
Her ne kadar parçanın homojen bir kimyasal kompozisyona sahip olması gerekiyor desek de, dikkat ederseniz kimyasal kompozisyona dair herhangi bir kısıtlamadan bahsedildiğini görmüyoruz. İstenen mekanik özellikleri elde edebildiğimiz sürece, dökümhanelerin kendi üretim alışkanlıkları doğrultusunda farklı yaklaşımlar geliştirmeleri mümkün. Fakat yine de kompozisyona dair bazı noktaları açıklığa kavuşturmamızda fayda olabilir:
- Karbon: Her ne kadar kesin kısıtlamalardan bahsetmek doğru olmasa da, ilk dökülen dökme demir alaşımındaki karbon miktarının %3,4 – %3,8 aralığında olması gerektiğini söyleyebiliriz.
- Silisyum: Östemperlenmiş dökme demir üretiminde silisyumun önemli bir yeri var. Çünkü grafit yapıcı bir element olması nedeniyle bir yandan grafit oluşumunu teşvik ederken, diğer yandan beynitik karbürlerin oluşumunu engelleyen bir etki ortaya çıkarıyor. Bunun doğal sonucu olarak, silisyumun nispeten yüksek olduğu durumlarda darbe dayanımın arttığını gözlemliyoruz. Bu nedenle östemperlenmiş dökme demirlerde silisyum miktarının %2,4 – %2,8 aralığında olması tavsiye edilebilir.
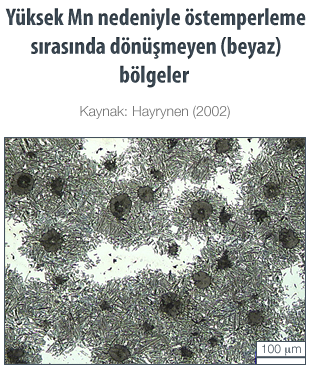 Mangan: Mangan iki yönlü etkisi olan bir element: Malzemenin sertleşebilirliğine olumlu katkısı olması yanında, tane sınırlarında biriken bir element olması nedeniyle, bu bölgelerde karbür oluşumunu teşvik edebiliyor. Bu nedenle, özellikle kalın kesitli parçalarda yüksek oranda mangan kullanılması, tane sınırlarındaki karbür miktarını arttırarak çekinti eğiliminin artmasına yol açabiliyor. Özellikle küre sayısının düşük olduğu durumlarda bu eğilimin daha da artacağını belirtmemizde fayda var. Bu olumsuz etkileri nedeniyle, özellikle kalın kesitli parçalarda mangan miktarını maksimum %0,3 ile sınırlamakta fayda var.
Mangan: Mangan iki yönlü etkisi olan bir element: Malzemenin sertleşebilirliğine olumlu katkısı olması yanında, tane sınırlarında biriken bir element olması nedeniyle, bu bölgelerde karbür oluşumunu teşvik edebiliyor. Bu nedenle, özellikle kalın kesitli parçalarda yüksek oranda mangan kullanılması, tane sınırlarındaki karbür miktarını arttırarak çekinti eğiliminin artmasına yol açabiliyor. Özellikle küre sayısının düşük olduğu durumlarda bu eğilimin daha da artacağını belirtmemizde fayda var. Bu olumsuz etkileri nedeniyle, özellikle kalın kesitli parçalarda mangan miktarını maksimum %0,3 ile sınırlamakta fayda var.- Bakır, nikel ve molibden: Dökme demirin sertleşebilirliğini (hardenability) arttırmak ve ısıl işlemden daha çok etkilenmesi sağlamak için kullanabileceğimiz 3 element var: Bakır, nikel ve molibden. %0,8 oranına kadar eklenebilen bakır, özellike malzemenin uzama değerlerini olumlu yönde etkiliyor. Aynı amaçla %2 oranına kadar nikel takviyesi de yapabiliyoruz. Bu açıdan en baskın etkiyi ortaya çıkaran element ise molibden. Özellikle kalın kesitli parçalarda perlit oluşmasını engellemekte zorlanıyorsanız, bu amaçla molibdenden faydalanabilirsiniz. Molibden de mangan gibi tane aralarında biriken bir element olduğu için, yüksek oranda kullanılması durumunda tane aralarında karbür yaparak çekme dayanımı ve uzama değerlerini düşürüyor. Bu nedenle, özellikle kalın kesitli parçalarda, eklenen molibden miktarının %0,2 üzerine çıkmamasına dikkat etmek gerekiyor.
Kaynaklar ve ek bilgiler
- Designing with austempered ductile iron (ADI). J.R. Keough, K.L. Hayrynen, G.L. Pioszak. AFS Proceedings (2010) Paper: 10-129.
- Östemperlenmiş küresel grafitli dökme demirin abrasif aşınma direnci üzerine östemperleme süresinin etkisi. F. Gül, H. Hasırcı. 6th International Advanced Technologies Symposium (IATS’11) Elazığ (2011) 218.
- Microstructure and mechanical properties of austempered ductile iron. A. Vasko. Annals of Faculty Engineering Hunedoara – International Journal of Engineering (2012) 53.
- The production of austempered ductile iron (ADI). K.L. Hayrynen. World Conference on Austempered Ductile Iron (ADI) Proceedings. Kentucky, USA (2002).
İçerik hazırlığında kullanılan tüm kaynakların listesi için bu bağlantıyı takip edebilirsiniz.
Yazan: Dr. Arda Çetin. (Dökümhane Akademi ekibi hakkında ayrıntılı bilgi için bu bağlantıyı takip edebilirsiniz.)