
Dökme demirde soğuma eğrisi analizinin temelleri
Bu yazıda, sıvı metal kalitesi üzerinde etkin bir kontrol sağlamamıza olanak sağlayan ve dökümcüler tarafından uzun bir süredir kullanılan soğuma eğrisi analizine bir giriş yapacağız. Uzun ve kapsamlı olarak ele alınması gereken bir konu olduğu için, tek bir uzun yazıya sığdırmaya çalışmak yerine, bu analizi bir yazı dizisi halinde yayımlacağız.
Tüm dökümcülerin bildiği üzere, döküm yöntemiyle üretilen parçalarda istenen mekanik ve mikroyapı özelliklerinin elde edilmesi her zaman çok kolay olmuyor. Özellikle her ocakta farklı miktarlarda yolluk/döndü kullanılması, dip metal miktarı ya da farklı hurda kullanımına bağlı parametreler, her yeni ocakta sıvı alaşımın birbirinden farklı özellikler sağlamasına yol açıyor.
Sıvı alaşım böylesine değişken özellikler sergilerken, üretim sürecini standartlaştırılmış pratikler ile sürdürmek ne yazık ki istenen sonuçların elde edilebilmesini sağlayamıyor. Bu nedenle standart prosedürler üzerinden ilerlemek yerine, sıvı alaşımın özelliklerini ocak başında analiz edebilen ve buna göre sürecin ne şekilde sürdürülmesi gerektiği konusunda bize ipucu verebilen yöntemlere daima ihtiyaç duyuyoruz. Bu yazıda bir giriş yapacağımız soğuma eğrisi analizi, bu amaçla kullanabileceğiniz oldukça basit ama bir o kadar da kapsamlı bilgiler sunabilen bir süreç kontrol yöntemi.
Soğuma eğrisi nedir?
Soğuma eğrisi, en basit ifade şekliyle, soğuyan bir cismin sıcaklığının zamana bağlı olarak nasıl değiştiğini temsil eden grafiksel bir gösterim. Normalde soğuyan bir cismin sıcaklığını gösteren bu tür bir eğrinin, oda sıcaklığına doğru azalacak şekilde bir yapı sergilemesini bekliyoruz. Fakat kalıp içinde soğuyan bir sıvı alaşımın soğuma eğrisine baktığımız zaman, soğuma eğrisi üzerinde bazı büküm noktaları olduğunu gözlemliyoruz. Soğuma eğrisi üzerinde bu büküm noktalarının oluşmasının nedeni, sıvı alaşımın bir yandan soğurken aynı zamanda katılaşıyor olması; yani, bir dizi faz dönüşümünden geçiyor olması. Aşağıdaki demir-karbon denge faz diyagramına dikkat ederseniz, sağ tarafta gösterilen soğuma eğrisi üzerindeki büküm noktalarının, demir-karbon denge faz diyagramı üzerindeki faz dönüşüm sıcaklıklarına denk geldiğini görebilirsiniz.
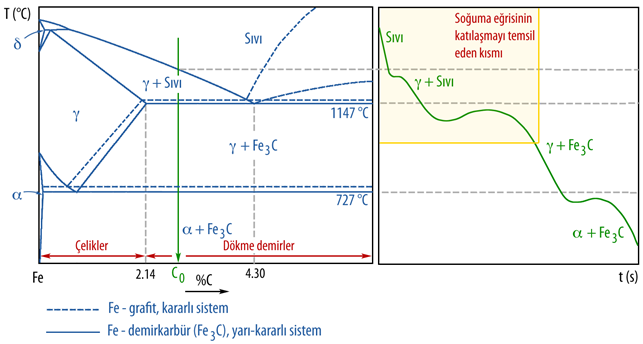
Yukarıda sol taraftaki faz diyagramı üzerinde yeşil çizgi ile gösterilen C0 komposizyona sahip bir dökme demirin soğuma eğrisi sağ tarafta temsili olarak gösteriliyor. Soğuma eğrisi üzerindeki tüm büküm noktalarının, faz diyagramı üzerindeki denge dönüşüm sıcaklıklarına denk geldiğini yukarıda söylemiştik. Aslında bu büküm noktaları tam olarak denge dönüşüm sıcaklıklarına değil, bu değerlerin bir miktar altına denk geliyor. Aşırı soğuma (ya da alt soğuma) adı verilen bu etkiden birazdan bahsedeceğiz.
Soğuma eğrisi üzerinde görülen büküm noktaları sırasıyla likidüs, ötektik ve ötektoid dönüşüm sıcaklıklarını gösteriyor. Ötektoid dönüşüm katı halde gerçekleşen bir faz dönüşümü olduğu için, şimdilik bu kısmı konunun dışında bırakacağız. Biz bu yazıda sadece yukarıdaki soğuma eğrisinin sarı çerçeve içinde kalan ve katılaşmayı temsil eden kısmı üzerinde duracağız.
Dökme demire ait tipik bir soğuma eğrisi
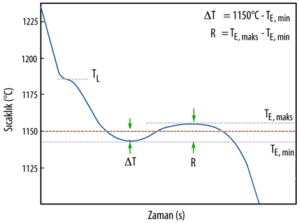 Yandaki diyagram üzerinde, ötektik altı (hipoötektik) komposizyona sahip bir dökme demire ait, tipik bir soğuma eğrisi gösteriliyor. Sıvı haldeyken soğumaya başlayan dökme demir ilk olarak TL ile gösterilen likidüs (sıvılaşma) sıcaklığından geçiyor. Bu sıcaklıkta katılaşma ilk olarak östenit dendritleriyle başlıyor. Sıvı alaşım ötektik sıcaklığa doğru soğumaya devam ederken, bu östenit dendritlerinin de büyümeye devam ettiklerini görüyoruz.
Yandaki diyagram üzerinde, ötektik altı (hipoötektik) komposizyona sahip bir dökme demire ait, tipik bir soğuma eğrisi gösteriliyor. Sıvı haldeyken soğumaya başlayan dökme demir ilk olarak TL ile gösterilen likidüs (sıvılaşma) sıcaklığından geçiyor. Bu sıcaklıkta katılaşma ilk olarak östenit dendritleriyle başlıyor. Sıvı alaşım ötektik sıcaklığa doğru soğumaya devam ederken, bu östenit dendritlerinin de büyümeye devam ettiklerini görüyoruz.
Sıcaklık ötektik noktaya geldiğinde, eğer sıvı içinde ötektik katılaşma için uygun koşullar varsa, ötektik katılaşmanın başladığını ve sıvı içinde çözünmüş durumda bulunan karbonun grafit formunda bu sıcaklıkta ayrışmaya başladığını görüyoruz. Demir-karbon faz diyagramında 1153°C olarak verilen bu sıcaklık, dökme demirde bulunan silisyum nedeniyle yaklaşık 1150°C’ye iniyor. Tabii dökümhane koşullarında bu dönüşümün tam olarak 1150°C’de gerçekleştiğini göremiyoruz: ötektik çekirdeklerin oluşması için gerekli koşullar tam sağlanamadığı için katılaşma başlayamıyor. Bunun doğal sonucu olarak katılaşamayan sıvı soğumaya devam ediyor. Katılaşma başlamış olması gerekirken, sıvı fazın katılaşamadan sıvı olarak soğumaya devam ettiği bu duruma aşırı soğuma adını veriyoruz ve kaç derecelik bir aşırı soğuma olduğunu ΔT simgesi ile gösteriyoruz (örneğin ΔT = 5,6°C gibi).
Bu aşırı soğumadan sonra, yukarıdaki soğuma eğrisi üzerinde de görebileceğiniz üzere, sıvı metalin sıcaklığı bir miktar artıyor. Yani sıvı içinde yeniden bir ısınma etkisi gözlemliyoruz. Tam da bu nedenle yeniden ısınma (İngilizce: recalescence) adını verdiğimiz bu etki, ötektik katılaşmayla salınan katılaşma ısısı nedeniyle ortaya çıkıyor. Sıvı içinde ne kadarlık bir ısınma olduğunu belirtebilmek için, yukarıdaki soğuma eğrisi üzerinde TEmin ve TEmaks olarak gösterilen, ısınmadan önceki en düşük ve ısınma sonrasındaki en yüksek ötektik sıcaklıklar arasındaki farka bakıyoruz ve bu farklı R ile gösteriyoruz (örneğin R = 3,4°C gibi). Farklı termal analiz yazılımlarında, bu R değerinin ΔTM ya da EUT_RC gibi farklı ifadelerle tanımlandığını görebilirsiniz.
Bu temel kavramları öğrendiğimize göre, bu kavramlardan faydalanarak sıvı dökme demirin durumunu nasıl değerlendiriyoruz, ona bakalım.
Soğuma eğrisiyle karbon eşdeğeri kontrolü
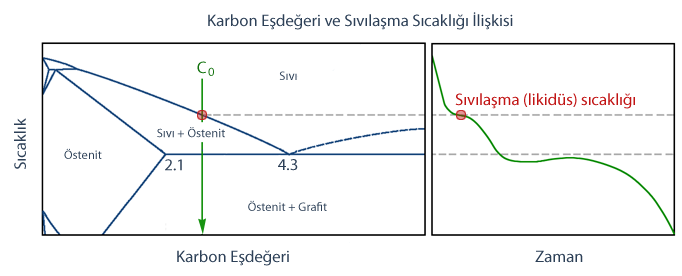
İlk olarak soğuma eğrileriyle sıvı metalin karbon eşdeğerini nasıl tayin ettiğimiz üzerinde duralım. Aşağıdaki denge faz diyagramı üzerinde de görebileceğiniz gibi, katılaşma sırasında ilk gözlemlenen likidüs sıcaklığı ve karbon eşdeğeri arasında direkt bir ilişki kurabiliyoruz. Daha önceki yazılarda bu konu üzerinde durduğumuz için burada tekrar ayrıntılı olarak açıklama gereği duymuyoruz. Soğuma eğrileriyle kompozisyon analizinin nasıl yapıldığı hakkında bilgi isteyen okuyucularımız bu bağlantıdaki yazıdan yardım alabilirler.
Soğuma eğrisi analizi başka hangi konularda bilgi sağlıyor?
Soğuma eğrisi analizi birçok dökümhanede kompozisyon analizi için kullanılıyor. Fakat soğuma eğrilerinin sağladığı bilgiler sadece karbon eşdeğeriyle sınırlı değil: Bu temel işlevi yanında soğuma eğrileri bize aşılamanın verimi ve çekinti oluşma eğilimi hakkında da bilgi sunuyor. Bu yazıyı çok fazla uzatmamak adına şimdilik burada bir ara verip, ΔT ve R parametrelerinden yola çıkarak aşılamanın verimini ve özellikle küresel grafitli (sfero) dökme demirde çekinti oluşma riskini nasıl değerlendirdiğimizi ilerleyen yazılarda ele alacağız.
Kaynaklar ve ek bilgiler
İçerik hazırlığında kullanılan tüm kaynakların listesi için bu bağlantıyı takip edebilirsiniz.
Yazan: Dr. Arda Çetin. (Dökümhane Akademi ekibi hakkında ayrıntılı bilgi için bu bağlantıyı takip edebilirsiniz.)