
Dökme demir katılaşmasında aşırı soğumanın temelleri
Bu yazıda, dökme demir döken birçok dökümhanenin hâlihazırda uzun yıllardır kullanmakta olduğu soğuma eğrisi analizindeki bir diğer önemli parametre üzerinde duracağız: Aşırı soğuma (ΔT).
Konunun ayrıntılarına girmeden önce, konuyla yakında ilgisi olmayan okuyucularımız için isterseniz kısaca soğuma eğrisi analizinden bahsedelim. Soğuma eğrileri, sıvı metal kalitesini ocak başında değerlendirmek için, özellikle dökme demir dökümcüleri tarafından uzun yıllardır kullanılıyor. Karbon eşdeğerini yüksek bir doğrulukla tayin etme imkânı sunan bu yöntem her ne kadar hâlen bir çok dökümcü tarafından sadece bir karbon-silis tayin yöntemi çerçevesinde değerlendirilse de, soğuma eğrileri kullandığımız aşının verimi, ocağın önaşı ihtiyacı, mikroçekinti oluşma riski ve hatta Mg işleminin verimi gibi birçok konuda yol gösterici olabiliyor.
Soğuma eğrilerini tek bir yazı altında ele alıp, bu analiz yönteminin sağladığı tüm verileri aktarmamız mümkün değil. Daha önce soğuma eğrileri üzerine yayımladığımız ilk yazıda, soğuma eğrilerini kullanarak dökme demirin kompozisyonunu nasıl değerlendirebileceğimiz üzerinde durmuştuk. Şimdi sözü daha fazla uzatmadan aşırı soğuma nedir ve bize hangi konularda bilgi verebilir, kısaca açıklayalım.
Aşırı soğuma hakkında biraz ön bilgi
 İlk olarak şunu söyleyerek başlayalım: aşırı soğuma (ya da bazı kaynaklarda geçen ifadesiyle alt soğuma) ötektik katılaşma sırasında ortaya çıkan bir durum. Yani likidüs sıcaklığını geçerken gördüğümüz bir durumdan değil,1150℃ civarında gerçekleşen ötektik reaksiyon sırasında gördüğümüz bir durumdan bahsediyoruz.
İlk olarak şunu söyleyerek başlayalım: aşırı soğuma (ya da bazı kaynaklarda geçen ifadesiyle alt soğuma) ötektik katılaşma sırasında ortaya çıkan bir durum. Yani likidüs sıcaklığını geçerken gördüğümüz bir durumdan değil,1150℃ civarında gerçekleşen ötektik reaksiyon sırasında gördüğümüz bir durumdan bahsediyoruz.
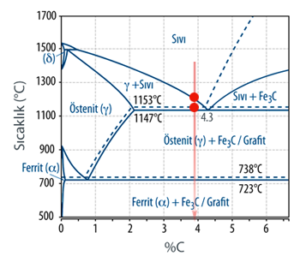
Bu sıcaklık değerlerini yandaki faz diyagramı üzerinde net bir şekilde görebilirsiniz: Ötektik altı kompozisyona sahip ve kompozisyonu yanda kırmızı okla gösterilen bir dökme demir katılaşırken önce likidüs ardından ötektik sıcaklıktan geçiyor. Bu sıcaklıklar faz diyagramı üzerinde yukarıdan aşağı doğru sıralanan iki kırmızı noktayla gösteriliyor: Yukarıdaki kırmızı nokta likidüs sıcaklığı değerini, alttaki kırmızı nokta ise ötektik sıcaklık değerini gösteriyor. Yukarıda da söylediğimiz gibi, bu aşamada biz altta duran ötektik sıcaklıkla ilgileniyoruz.
Soğuma eğrisi üzerinde aşırı soğuma değerinin takibi
Yukarıda bahsettiğimiz bu likidüs ve ötektik sıcaklıklarını, soğuyan bir dökme demirin soğuma eğrisi üzerinde birer duraklama şeklinde tespit edebiliyoruz. Örneğin aşağıdaki resimde, ötektik altı kompozisyona sahip bir dökme demirin soğuma eğrisi gösteriliyor. Adı üzerinde: Bu bir soğuma eğrisi. Dolayısıyla zaman geçtikçe sıcaklığın sürekli azalıyor olması gerekiyor. Fakat eğriye dikkatli baktığımızda, sıcaklığın sürekli bir şekilde düşmediğini, eğri üzerinde iki ayrı duraklamanın gerçekleştiğini görüyoruz: İlk olarak likidüs (TL) sıcaklığında kısa bir duraklama, ardından da 1150℃’nin altında, ötektik sıcaklık civarında, daha uzun bir duraklama gerçekleşiyor.
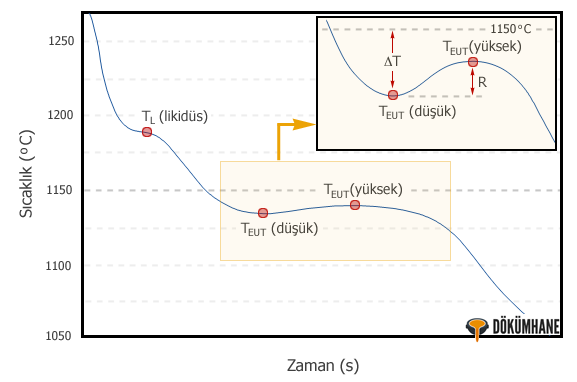
Ötektik altı bir dökme demirin soğuma eğrisi. Ötektik kısma dair ayrıntılar, sağ üst kısımda gösteriliyor.
Bizim bu yazıdaki odağımız, eğri üzerinde 1150℃’nin altında görülen ve nispeten daha uzun süren duraksama. Demir-karbon denge faz diyagramına göre, ötektik dönüşümün 1153℃ de gerçekleşmesi gerekiyor. Dökme demir içinde demir ve karbon dışında bir miktar silisyum da olduğu için, bu denge dönüşüm sıcaklığının yaklaşık 1150℃’ye düştüğünü kabul ediyoruz. Fakat yukarıda gösterilen eğriye dikkat ederseniz, dönüşüm 1150℃’de değil, bu sıcaklığın da bir miktar altında gerçekleşiyor. Yani sıvı, dönüşümün gerçekleşmesi gereken sıcaklığın altına soğuyor. Zaten bu nedenle de bu durumu aşırı soğuma (ya da alt soğuma) olarak adlandırıyoruz. Bu aşırı soğumanın büyüklüğünü anlamak için, dönüşümün 1150℃’nin ne kadar altında gerçekleştiğine bakıyoruz. Dönüşümün gerçekleştiği sıcaklık ile 1150℃ arasındaki farkı aşırı soğuma olarak tanımlıyor ve ΔT simgesiyle gösteriyoruz.
Yukarıdaki soğuma eğrisine dikkat ederseniz, ötektik sıcaklığa denk gelen bu dönüşüm tek bir sıcaklık değerinde gerçekleşmiyor. Sıcaklık ilk olarak bir minimum değerine düşüyor; TEUT(düşük), ardından tekrar yükselerek bir tepe noktasına ulaşıyor; TEUT(yüksek). Aşırı soğuma değerini tanımlarken, biz dönüşümün gerçekleştiği minimum sıcaklığın (TEUT(düşük)) 1150℃’nin ne kadar altına düştüğüne bakıyoruz. Yani matematiksel bir ifadeyle göstermek istersek, aşırı soğumayı ΔT = 1150 – TEUT(düşük) formülüyle hesaplıyoruz.
Tabii bu noktada şunu açıkça belirtmemiz lazım: Aşırı soğumayı hesaplarken, denge sıcaklığının ne kadar altında dönüşüm gerçekleşiyor, ona bakıyoruz. Biz buradaki hesaplamalarda denge dönüşüm sıcaklığını yaklaşık 1150℃ olarak kabul ettiğimiz için, hep bu değeri referans alarak formülleri yazdık. Eğer dökme demirin kompozisyonuna bağlı olarak denge dönüşüm sıcaklığının tam olarak kaç olduğunu belirleme şansınız varsa (örneğin 1151,2℃ gibi), bu değeri referans alarak hesapladığınız ΔT değerinin daha doğru olacağını belirmemiz lazım.
Ötektik dönüşümün gerçekleştiği düşük ve yüksek sıcaklık değerleri arasındaki fark (resimde R ile gösteriliyor) ise aşırı soğumadan farklı bir değer. Bu iki sıcaklık değeri arasındaki farka yeniden ısınma, ya da İngilizce’deki ifadesiyle recalescence adını veriyoruz. Bu parametrenin arkasında yatan nedenleri ve nasıl yorumlanması gerektiğini başka bir yazıda ele alacağız.
Aşırı soğuma neden gerçekleşiyor?
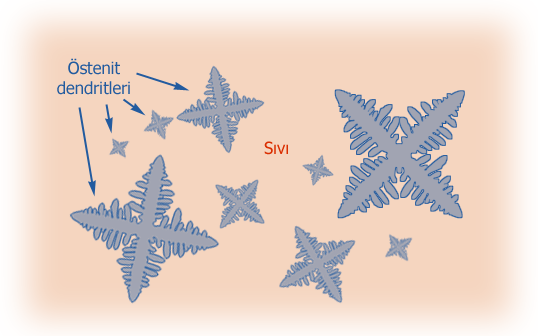
Şimdi artık bu yazının esas konusu olan aşırı soğuma neden gerçekleşiyor sorusuna geri dönelim. Bunun için de, tam ötektik katılaşma öncesinde sıvı içindeki durumu bir gözümüzde canlandıralım: Sıvının sıcaklığı 1150℃’ye düşmüş. Östenit dendritleri çoktan katılaşmaya başlamış ve bu dendritlerin arasında hâla katılaşmayı bekleyen sıvı alaşım duruyor. Dökme demirin kompozisyonu her ne kadar ötektik altı (CE < %4,3) olsa da, östenit dendritleri büyürken karbon atomlarını sürekli olarak sıvıya kustukları için, ötektik sıcaklığa geldiğimizde, sıvının kompozisyonu da ötektik kompozisyona ulaşmış oluyor.
Sıcaklık 1150℃’ye ulaştı diye, dendritler arasında kalan sıvı birden bire katılaşmıyor elbette. Hatta katılaşmaya başlayamıyor bile. Eğer katılaşma çok ama çok yavaş bir hızda gerçekleşiyor olsaydı, gerçekten de katılaşmanın bu sıcaklıkta başladığını ve tamamlandığını görebilecektik. Denge koşulları ifadesiyle kastedilen de tam olarak bu zaten: dönüşümün sonsuz derecede yavaş gerçekleşiyor olması.
Tabii dökümhane koşullarında katılaşmanın bu kadar yavaş gerçekleşme gibi bir lüksü yok. Peki kalıp içindeki sıvının sıcaklığı 1150℃’ye geldiğinde tam olarak ne oluyor?
Ötektik katılaşma sırasında ilk olarak grafitin katılaştığını görüyoruz. Grafit katılaşıyor ne demek? Sıvıda çözünmüş vaziyette gezinen bir grup karbon atomu bir araya gelip, bu katı fazı, yani grafiti ortaya çıkartıyor demek. Bunun gerçekleşmesi için iki koşul gerekiyor: Birincisi zaman. Çünkü atomların bir araya gelmeleri ve birbirlerine ilişerek katı yapıyı ortaya çıkartabilmeleri için zaman gerekiyor. İkinci koşul ise, katılaşmanın üzerinde başlayabileceği bir yüzey: Böyle bir yüzey sıvı içinde hâlihazırda varsa, çekirdeklenmenin çok daha kolay gerçekleştiğini görüyoruz.
Dökme demirin aşılanması ardındaki düşünce de tam olarak bu zaten. Yani, grafitin üzerinde çekirdeklenebileceği yüzeyleri oluşturmak. Daha basit bir örnek üzerinden gidelim: Gri dökme demirde grafitin ayrışabilmesi için öncelikle oksit inklüzyonlarının oluşması, ardından da bu oksit inklüzyonları üzerinde MnS fazının oluşması gerekiyor. Çünkü grafit, MnS bileşiğinin üzerinde çekirdeklenebiliyor. Aşağıdaki resimde, grafitin MnS bileşiği üzerinde nasıl çekirdeklendiğini görebilirsiniz.
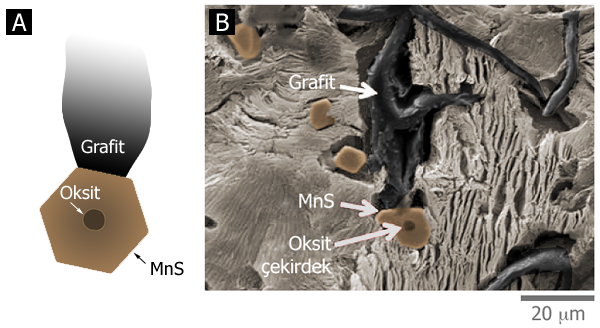
MnS üzerinde grafitin çekirdeklenmesi. (Sağdaki resim: E. Moumeni et al. (2013). Solidification of cast iron – A study on the effect of microalloy elements on cast iron. Kgs. Lyngby: Technical University of Denmark.)
Grafitin kolaylıkla çekirdeklenebilmesi için aşılama yaparak bu çekirdeklenme yüzeylerini biz oluşturuyoruz dedik. Peki ya bu yüzeylerden yeteri kadar çok sayıda yoksa? O zaman katılaşma doğal olarak başlayamıyor. Katılaşma başlayamıyorsa, sıvı ister istemez sıvı olarak kalmak durumunda, değil mi? Ama bir yandan da, doğanın kanunu, soğuması gerekiyor. İşte katılaşma olması gerekirken, koşullar uygun olmadığı için katılaşmanın bir türlü başlayamadığı bu duruma aşırı soğuma adını veriyoruz. Yani sıvının artık katılaşmış olması gerekirken, bunu bir türlü beceremeyip sıvı olarak kaldığını ifade etmiş oluyoruz.
Bir sıvı ne kadar aşırı soğuyabilir?
Bir de bu soru üzerinde duralım. Sıvının oda sıcaklığına kadar aşırı soğumasını beklemiyoruz elbette. Aşırı soğuma gerçekleşirken, illa ki bir noktada katılaşma başlıyor: Bu noktada, aşağıdaki iki senaryodan bir tanesi gerçekleşiyor:
- Sıcaklık düştükçe, çekirdeklenme için gereken itici güç artıyor. Daha basit bir ifadeyle, sıvı çok soğuduğu için, atomlar ilk fırsatta birbirlerine ilişerek artık katı fazı ortaya çıkartmak istiyorlar. Sıcaklığın düşmesinin yarattığı itici güçle, yetersiz seviyede olan aşılama bile artık uygun koşulların oluşmasına yeterli geliyor ve D- ya da E- tipi dediğimiz aşırı soğumuş grafit yaprakları ortaya çıkıyor.
- Ya da, grafit bir türlü katılaşamadığı için karbon çözeltide kalıyor ve karbür adını verdiğimiz, beyaz dökme demir yapısı ortaya çıkıyor.
Yani aşırı soğumanın (ΔT) yüksek olması durumunda D- ya da E-tipi grafitlerin ortaya çıkmasını, daha da yüksek olması ve yaklaşık 1120 – 1125℃ mertebesine indiğinde ise, ortaya beyaz dökme demir yapısının çıkmasını bekliyoruz.
Aşırı soğuma miktarı nasıl azaltılabilir?
Aşırı soğuma miktarı doğru aşılama pratiği ile kolaylıkla azaltılabilir. Aşırı soğuma grafitin bir türlü çekirdeklenememesi sonucunda ortaya çıkan bir durum olduğu için, aşılama yaparak hem grafitin ayrışmasını kolaylaştırabilir, hem de ΔT değerini azaltabiliriz. Böylece ince kesitlerde karbür oluşumunu engelleyebilir ve D- ve E-tipi grafit oluşumlarının da önüne geçebiliriz.
Bu vardığımız son nokta, aşırı soğuma ve aşılama pratiği arasında bir ilişki olduğunu açıkça ortaya koyuyor. Zaten bu nedenle, ΔT değerini takip ederek aşılamanın etkinliğini değerlendirmemiz mümkün olabiliyor.
Bu yazıyı yeterince uzattık. Artık daha fazla uzatmadan burada sonlandıralım ve aşılama ile ΔT arasındaki ilişkinin yorumlanmasını ileride yayımlayacağımız yazılara bırakalım. Okuduğunuz bu yazının, ileride yayımlayacağımız ΔT takibiyle aşılama kontrolü konulu yazılar için bir referans oluşturmasını ümit ediyoruz. Konunun teorik kısmı üzerine burada bir giriş yaptığımıza göre, ilerleyen yazılarda daha pratik tavsiyeler üzerine odaklanan yazılara artık geçiş yapabiliriz.
Kaynaklar ve ek bilgiler
İçerik hazırlığında kullanılan tüm kaynakların listesi için bu bağlantıyı takip edebilirsiniz.
Yazan: Dr. Arda Çetin. (Dökümhane Akademi ekibi hakkında ayrıntılı bilgi için bu bağlantıyı takip edebilirsiniz.)