
Çekintiye karşı besleyici gömlek, örtü tozu ve soğutucu kullanımı
Bu yazıda, çelik döküm parçalarda gördüğümüz çekinti probleminin giderilmesi için uygulanabilecek üç pratik tavsiye üzerinde duracağız: besleyici gömlek, örtü tozu ve soğutucu kullanımı. İlk olarak besleyici gömleklerle başlayalım.
Besleyici gömlek kullanımı
Besleyici kullanarak çekintinin nasıl giderileceğini bu sitenin takipçileri arasında bilmeyen yoktur. O nedenle biz burada besleyicilerin nasıl kullanılacağından ziyade, besleyici performansının nasıl arttırılabileceği sorusu üzerinde duracağız.
İlk olarak besleyici gömleklerden bahsedelim. Bu gömlekleri sadece izolasyon karakterine sahip olarak, ya da ekzotermik karakterde, yani besleyiciye ısı sağlama becerisine sahip olacak şekilde temin edebiliyoruz.
Biz burada besleyicinin performansını arttırmaktan bahsederken, aslında birçok doğrultuda meydana gelen bir iyileşmeden bahsediyoruz. Besleyici gömlek kullandığımız zaman bir yandan kullandığımız besleyicinin hacmini ve dolayısıyla boyutlarını azaltırken, diğer taraftan besleyicinin sağlayabildiği sıvı miktarını da arttırıyoruz. Örneğin doğal bir besleyici kendi hacminin %10 ila %15’i kadar sıvı besleyebilirken, bu oran besleyici gömlek kullanılması durumunda %60 – %70 gibi yüksek değerlere çıkabiliyor.
Bu kısa tariften anlaşılabileceği üzere, ekzotermik besleyicilerin sağladığı bir diğer önemli avantajın, döküm parçanın hafifletilmesi olduğunu söyleyebiliriz. Besleyici ölçülerinin azaltılması, doğal olarak döküm maliyetinin de azaltılmasını sağlıyor. Ocaktaki ergimiş metalle ton başına %30’un üzerinde daha fazla parça dökülmesini sağlayan bu yöntem, bir anlamda ocak yatırımı yapmadan kapasite artışı yapmak şeklinde de yorumlanabilir.
Örtü tozu kullanımı
Eğer besleyicinin performanısını daha arttırmak istiyorsanız, besleyici gömlek üzerinde örtü tozu kullanılmasını da listenize alabilirsiniz. Katılaşma sırasında büyük besleyicilerin üzerinden ciddi miktarda ısı kaybı gerçekleştiği için, bu ısının kaçmasını engelleyecek bir örtü tozunun kullanılması, besleyicinin performansını daha da ileri taşıyor.
Örnek olarak aşağıdaki resim üzerinde, yaklaşık 250 mm çapında bir besleyicinin performansının nasıl arttığı temsili olarak gösteriliyor: Açık besleyici kullanıldığında yaklaşık 30 dakika süren katılaşma süresi, besleyici gömlek üzerine örtü tozu kullanılması durumunda yaklaşık 75 dakikaya kadar çıkabiliyor.

Bu yazıda şimdilik besleyici gömleklerin ve örtü tozunun kullanımına dair kısa bir giriş yapmakla yetineceğiz. Önümüzdeki yazılarda bu konuyu ayrıntılarıyla ele alıp, pratik tavsiyelerimize devam edeceğiz.
Soğutucu kullanımı
Soğutucuların ardındaki temel düşünce, kalıp içinde oluşan sıcak noktaları gidermek. Yani, ısının bazı noktalarda birikmesinin önüne geçmek. Çünkü bu şekilde, parçanın daha homojen bir şekilde soğumasını sağlayabiliyoruz. Soğutucular aynı zamanda besleme mesafesini arttırarak, merkez hatta görülen çekintiyi de giderebiliyorlar. Aşağıdaki resimde, soğutucu kullanarak besleme mesafesinin nasıl arttırılabileceği şematik olarak gösteriliyor.
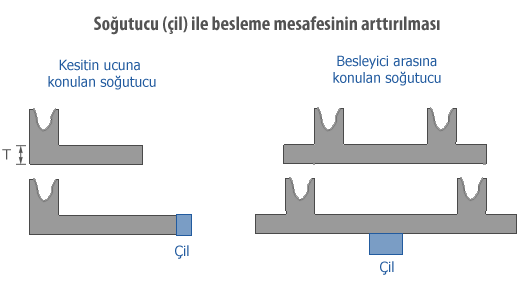
Bu soğutucuların nasıl kullanılması gerektiği konusunda dikkate alınması gereken birçok parametre var elbette. Fakat yine de işi basit tutmak ve genel bir tavsiye vermiş olmak adına bazı değerler verelim: Örneğin elimizde çubuk yapısında ve 50 mm kalınlığında bir kesit olsun. Parçanın kalınlığını T ile gösterirsek, genel bir kural olarak eğer besleyici tek başına 4T kadar bir mesafeyi besleyebiliyorsa, kesitin sonuna konulan bir soğutucunun bu mesafeyi yaklaşık 4T + T = 5T mesafesine çıkarttığını söyleyebiliriz. Eğer bu kesit levha biçimindeyse, besleyicinin 4.5T kadar besleyebildiği mesafeyi, soğutucu kullanılması bir 50 mm daha arttırabiliyor.
İki besleyici arasına yerleştirilen soğutucuların bu konuda daha başarılı bir sonuç ortaya koyabildiklerini görüyoruz. İki besleyici arasında yer alan soğutucu, parçayı sanki iki ayrı tek besleyicili parça gibi yorumlamamızı sağlayabiliyor. Örneğin yukarıda levha yapısında bir kesitte besleme mesafesinin 4.5T + 50 mm değerine çıktığını söylemiştik. Bu durumda ise, her iki taraftan da bu büyüklükte bir kazanım olacağını ve iki besleyici arasındaki mesafenin 9T + 100 mm olarak belirlenebileceğini söyleyebiliriz.
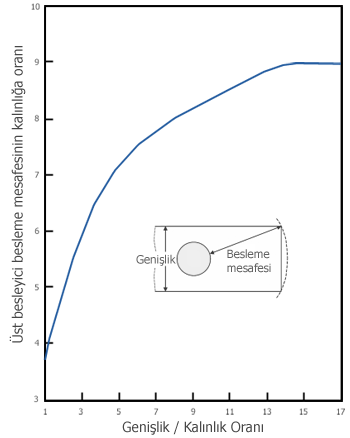 Tabii burada bir noktayı net bir şekilde vurgulamamız lazım: Burada bahsettiğimiz yaklaşım oldukça basit ve sadece genel bir fikir verme amacı taşıyor. Besleme mesafesi konusunda daha hassas bir değerlendirme yapabilmek için dökülen çeliğin kompozisyonu, katılaşma aralığı, erime üstü sıcaklığı (superheat) kalıplama yöntemi gibi birçok parametrenin dikkate alınması gerekiyor. Örneğin yandaki grafik üzerinde furan bağlayıcı kullanılarak hazırlanan bir kum kalıba, 60°C erime üstü sıcaklığında dökülmüş AISI 1025 çeliğinde kullanılan üst besleyici için besleme mesafesinin, kesitin genişlik/kalınlık oranına bağlı olarak nasıl değiştiği gösteriliyor [1]. Tüm bu parametreleri dikkate almadan yapılan değerlendirmeler, ister istemez genel bir tavsiye niteliği taşımaktan öteye gidemiyor.
Tabii burada bir noktayı net bir şekilde vurgulamamız lazım: Burada bahsettiğimiz yaklaşım oldukça basit ve sadece genel bir fikir verme amacı taşıyor. Besleme mesafesi konusunda daha hassas bir değerlendirme yapabilmek için dökülen çeliğin kompozisyonu, katılaşma aralığı, erime üstü sıcaklığı (superheat) kalıplama yöntemi gibi birçok parametrenin dikkate alınması gerekiyor. Örneğin yandaki grafik üzerinde furan bağlayıcı kullanılarak hazırlanan bir kum kalıba, 60°C erime üstü sıcaklığında dökülmüş AISI 1025 çeliğinde kullanılan üst besleyici için besleme mesafesinin, kesitin genişlik/kalınlık oranına bağlı olarak nasıl değiştiği gösteriliyor [1]. Tüm bu parametreleri dikkate almadan yapılan değerlendirmeler, ister istemez genel bir tavsiye niteliği taşımaktan öteye gidemiyor.
Biz burada konuya giriş niteliğinde, genel bir değerlendirme yapmayı hedeflediğimiz için, şimdilik bu eksende tavsiyeler vermeye devam edelim ve biraz da soğutucuların boyutlarından bahsedelim. Soğutucuların kalınlığı, doğal olarak parçanın kesit kalınlığına bağlı olarak değişiklik gösteriyor. Tahmin edebileceğiniz üzere eğer ince bir soğutucu kullanırsanız, bu soğutucu sıvıdan gelen ısıyla çabucak ısınacağı için, bir noktadan sonra soğutucu özelliğini kaybediyor. Bu nedenle genel bir kural olarak çubuk şekilli kesitlerde kalınlığın yarısı kadar, levha şekilli kesitlerde ise kesit kalınlığındaki soğutucuların kullanılması tavsiye ediliyor. Daha kalın soğutucuların besleme mesafesinin arttırılması konusunda bir avantaj sağlamadığını da parantez içinde belirtelim.
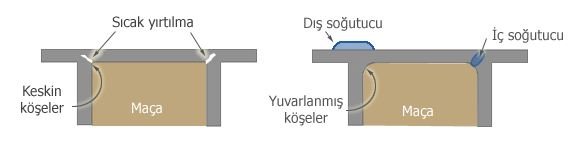
Son olarak bir de soğutucu tipleri hakkında kısa bir bilgi verelim: Yukarıda bahsettiğimiz amaçlar doğrultusunda iki tip soğutucu kullanıyoruz: Dış ve iç soğutucu. Dış soğutucular kalıp ya da maçanın içine yerleştiriliyor ve döküm parça ile direk temas halinde bulunuyorlar. İç soğutucular ise kalıp boşluğuna yerleştirildikleri için, döküm sonrasında parçanın içinde kalıyorlar.
Bu noktada bu soğutucuları kullanarak sadece çekintinin değil, sıcak yırtılmanın da önüne geçebileceğimizi belirtmemizde fayda var. Komşu kesitlerden daha sıcak kesitlerde ve geçiş köşelerinde ortaya çıkan sıcak yırtılma, soğutucuların sağladığı hızlı soğuma sayesinde engellenebiliyor.
Kaynaklar ve ek bilgiler
- S. Ou, K.D. Carlson, R.A. Hardin, C. Beckermann. Development of new feeding distance rules using casting simulation: Part II. The New Rules. Metallurgical and Materials Transactions 33B (2002) 741-55.
- K.C. Candeğer. Dökümde besleyiciler ve ekzotermik besleyici malzemeler. TMMOB Metalurji Mühendisleri Odası, Metalurji 126 (2001) 5-12.
- Feeding and risering guidelines for steel castings. Steel Founders’ Society of America (2001).
İçerik hazırlığında kullanılan tüm kaynakların listesi için bu bağlantıyı takip edebilirsiniz.
Yazan: Dr. Arda Çetin. (Dökümhane Akademi ekibi hakkında ayrıntılı bilgi için bu bağlantıyı takip edebilirsiniz.)